一、性能与用途
该窑采用低蓄热、高保温的耐火材料制成,电热元件采用高熔点材料制成螺旋管状,经久耐用。温度控制方式采用可编程自动控制,每一段均可设定目标温度、执行时间,即可使启动、升温、保温、降温、熄火等全过程均实现自动控制,并可储存40种以上制品的烧成曲线于控制仪内,以备随时调用。
二、主要技术参数
1.最高使用温度: ;
2.电源:
3.功率:
4.炉膛尺寸(长×宽×高): ㎜ ;
5.外形尺寸(长×宽×高): ㎜ ;
6.重量: ㎏
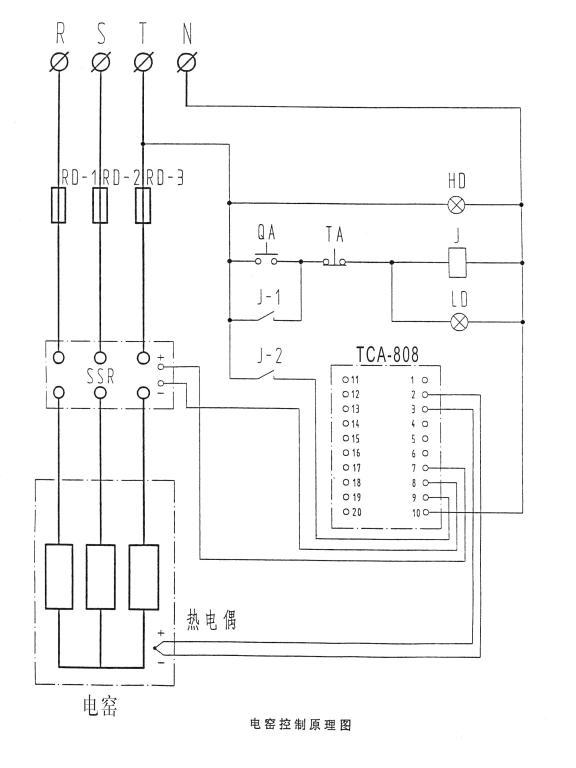
三、电窑的结构与原理
该窑由窑体和控制箱组成,其控制原理如图所示:
四、安装
该窑只需放置在较厚实的水泥地面上,找平找正。检查炉膛内电热丝的安置情况,若有从砖槽中弹出的电热丝,应将其推入砖槽中,并用楔形砖块塞紧。安装时,只需将电源线经用户自备的空气开关(不可带漏保)接到该窑的控制箱内的接线板上,在窑体下部标有接地符号的螺钉须接地线,以确保人身安全。
五、操作与使用
1. 操作面板如图所示:
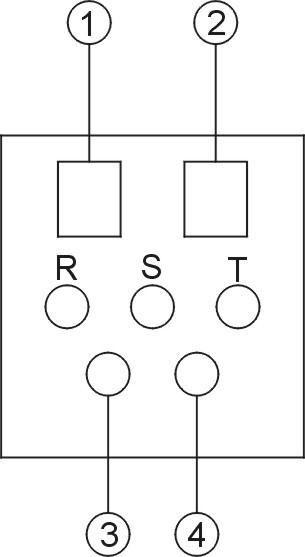
② ----TCA-808程序控制仪
②----电流表
③----停止按钮
④----启动按钮
R----电源指示灯
S----电源指示灯
T----电源指示灯
2.装窑与排湿:首先将电源关闭,再将窑门手轮旋松移开,把窑门打开,将涂过防粘面料的棚板和立柱分层码好,并同时由下而上一层层将待烧制品码放好,制品码放时要留有相应的间隙,特别要注意制品与窑的左右两侧和前后两端以及窑顶要保持3~4㎝的间隙,以防制品可能与电热元件发生相碰而引起不必要的故障。此时,窑顶的排气孔与窑底的进风口(带窑车的电窑无此结构)应打开,以便让水气排出窑外,当窑温升到800℃(此前尚有结晶水和分解气体的排出)之后,视情将窑顶之孔盖上,同时将窑底进风口关闭,这样可以节约电能。
3、编程器的面板
按键说明:
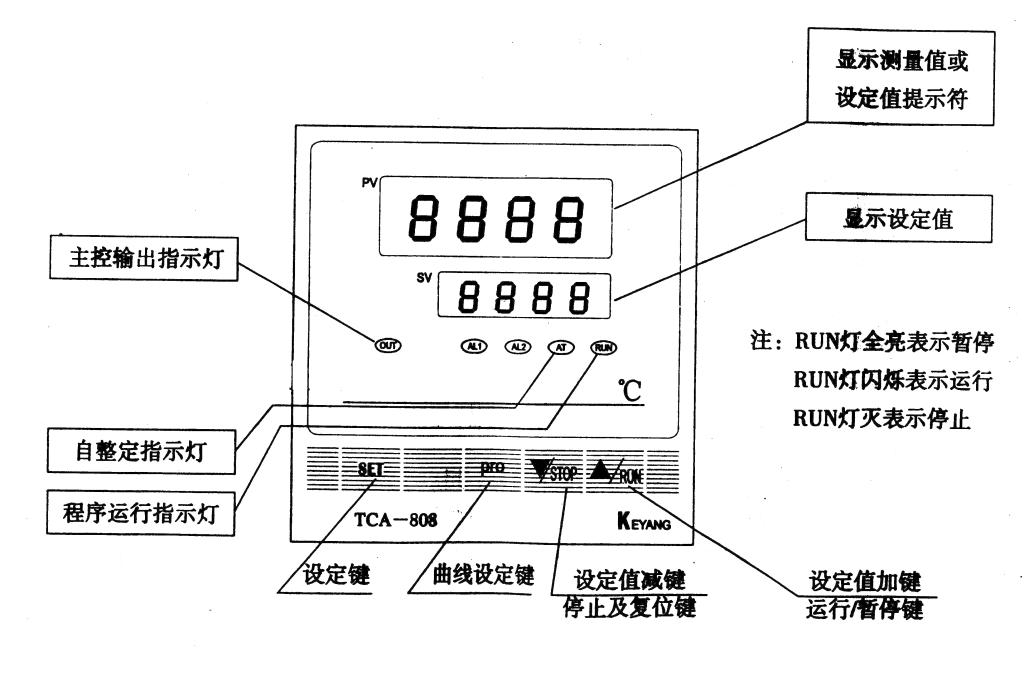
SET:请用户不要动用该键,该键是专业人员出厂时根据用户的用途,已设定好了各种参数,用户不要更改。
Pro:①在正常控制状态下,按本键3秒进入编程状态。②在正常控制状态下,按本键0.5秒进入当前参数查看和修改。③在设定区,按本键0.5秒切换参数。④在设定区,按本键5秒退出设定区。
:①在正常控制状态下,按本键3秒后进入停止状态并复位。②在设定区时,按本键数字递减,一直按着本键数字将快速递减(共3档速度)
△ :①在正常控制状态下,按本键3秒后进入运行或暂停。
②在设定区时,按本键数字递增,一直按着本键数字将快速递增(共3档速度)
4.程序的编排:为了简明易懂,现以如下升温曲线图为例:
a.根据升温曲线,编出如下的折线:
C00 50 启始温度
①T00 100 第一段程序运行时间
C01 300 第一段程序终止温度
②T01 110 第二段程序运行时间
C02 700 第二段程序终止温度
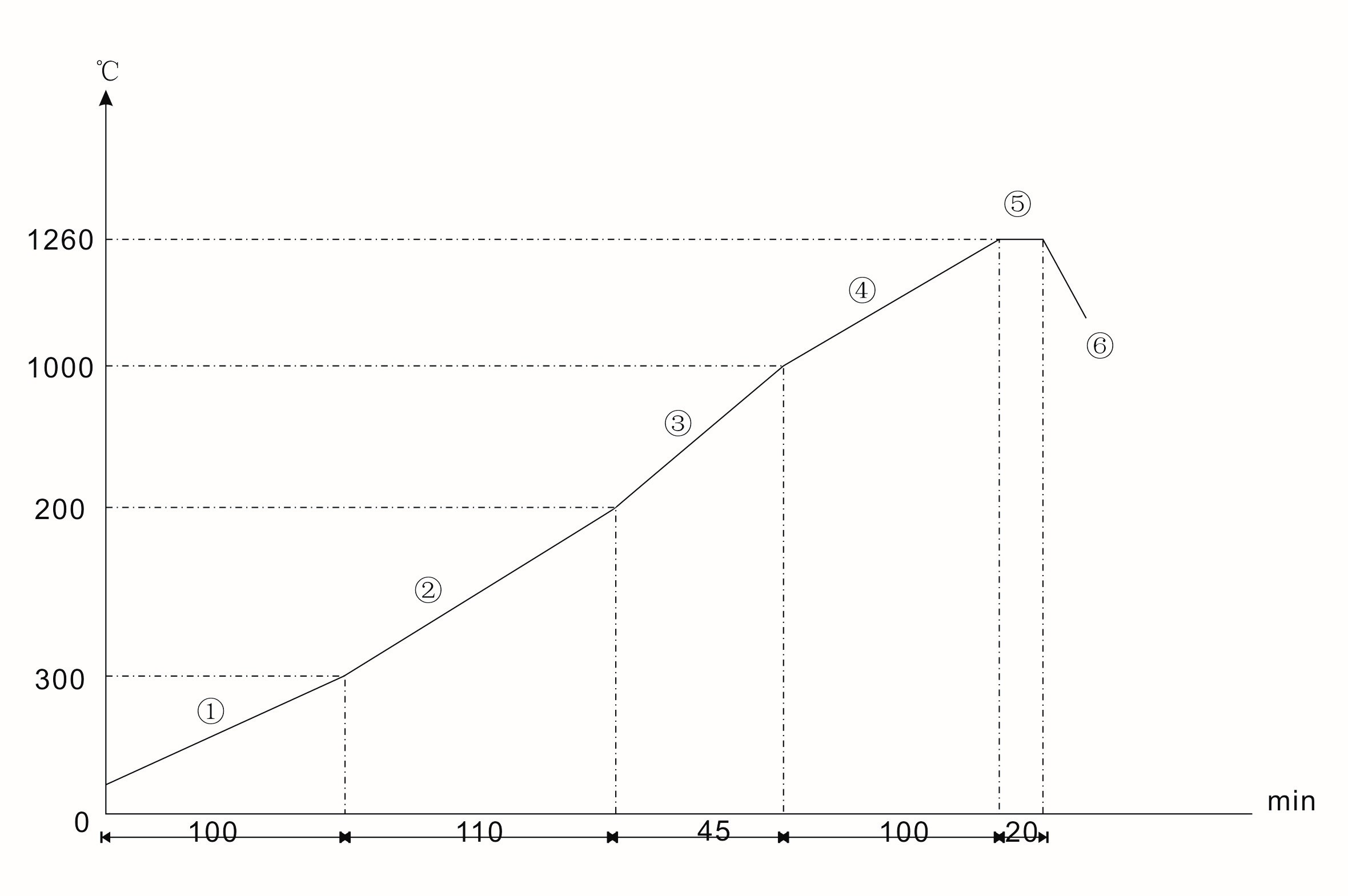
③T02 95 第三段程序运行时间
C03 1000 第三段程序终止温度
④T03 100 第四段程序运行时间
C04 1260 第四段程序终止温度
⑤T04 20 第五段程序运行时间
C05 1260 第五段程序终止温度
⑥T05 -34 第六段程序终止温度
b.程序设置操作方法:
首先,按启动按钮,使控制箱上电,接着按Pro键3秒,进入设定区,这时PV窗显示温度代码C00提示符,通过▽和△键使SV窗变为50,即为50℃,再按Pro键0.5秒,PV窗显示T00提示符,用上面同样的方法,将50分钟输入SV窗内,归纳起来如下:
按一下Pro,PV窗出现C00,通过▽和△键,使SV窗为50;
按一下Pro,PV窗出现T00,通过▽和△键,使SV窗为100;
按一下Pro,PV窗出现C01,通过▽和△键,使SV窗为300;
按一下Pro,PV窗出现T01,通过▽和△键,使SV窗为110;
按一下Pro,PV窗出现C02,通过▽和△键,使SV窗为700;
按一下Pro,PV窗出现T02,通过▽和△键,使SV窗为95;
按一下Pro,PV窗出现C03,通过▽和△键,使SV窗为1000;
按一下Pro,PV窗出现T03,通过▽和△键,使SV窗为100;
按一下Pro,PV窗出现C04,通过▽和△键,使SV窗为1260;
按一下Pro,PV窗出现T04,通过▽和△键,使SV窗为20;
按一下Pro,PV窗出现C05,通过▽和△键,使SV窗为1260;
按一下Pro,PV窗出现T05,通过▽和△键,使SV窗为-34;
根据需要,可将数个制品的升温曲线接续编下去。
c.要使所编好的程序投入运行,只要在退出设定区后,按△键3秒即可,这时RUN灯会闪烁。在运行时,若对某个参数需要修改,可以按Pro键3秒进入设定区,然后依次找出所要修改的参数,并通过▽和△键将其修改;若要对当前运行段的参数(包括温度和时间)进行修改,也可按Pro键0.5秒,进入当前参数查看,找到相应的参数,通过▽键和△键将其修改,然后按Pro键确认即可。
5.若要调用已编入的某个程序或某段程序,只要按Pro键0.5秒进入当前参数查看,当PV窗显示程序段提示符S22时,通过▽和△键,使SV窗的段号改为所需程序的段号,接着依次按Pro键3秒、▽键3秒、△键3秒,运行状态即被改变并接续运行。
6.在烧制过程如果听到窑内有炸坯声音并分析为坯体过湿或坏体过厚、升温过快,此时可以按△键3秒,使程序进入暂停状态,这时RUN灯全亮而不闪烁。有时当设定的时间过短导致期望温度远高于测量温度时,也可以采用以上暂停操作,以取得设定值与测量值的协调。此功能也使该窑具有电热衡温干燥器的作用。若要恢复程序运行,同样为按△键3秒,使RUN灯闪烁。
7. 为了使参数和程序不让局外人弄乱,可设置电子锁将程序锁定,即按SET键3秒,进入设定区,出厂设定为LOK=00,只要按△键使LOK=2即完成锁定。
8.该窑在熄火后,一般应及时将窑顶的排气孔和窑底的进风口打开,以加快冷却速度。
六、注意事项
1. 当窑内温度小于150℃时,方可打开窑门取制品,否则会发生制品的风裂。
2.开窑前,应先关闭电源,以确保人身安全。
3.取放棚板时,注意不要碰撞炉膛里的热电偶。当发现棚板有凹凸变形时,应及时翻面使用,以延长棚板的使用寿命。
4.窑炉在烧成过程中,三相指示灯出现闪亮属正常现象。若有的指示灯一直亮,那就可能是交流固态继电器击穿,应更换相同型号的固态继电器。若有的指示灯一直不亮,那就要先检查指示灯是否烧坏,坏了就应换上相同规格的指示灯,否则就是电热丝断开,应换上新的电热元件,在有条件的情况下,也可以用不锈钢焊条将断开的电热丝焊接起来。
5.高温烤烧后的电热丝,将失去弹性而变脆,故不要去碰撞电热丝,否则会引起电热丝的断裂。若遇电热丝从砖槽中弹出,应通过加热致电热丝400℃左右后,关闭电源,用钳子将电热丝整形后推进去,并用楔形砖块塞紧。。
6.新窑第一次启用时,应在窑门与窑体有油漆的边框之间隔上两层报纸,以防高温时油漆与耐火纤维粘连在一起。万一发生粘连,就应使用刀片贴着窑体钢板将耐火纤维划开。
7.新窑第一次烤烧,烧到高温时,砌筑裹入的有机物会燃烧冒烟,属正常现象。
8.若按压启动键以后,电控箱不上电,就要检查控制电路中的保险管是否烧坏,坏了就应换上相同规格的保险管。
9.窑炉不使用时应将电源切断并带上窑门。

